
このページは自動的に翻訳されました。
工業用大量生産品の切削加工が始まった初期から、加工技術は絶えず発展と改良を続けてきました。現代の部品材料と工具技術の絶え間ない最適化により、切削加工の主要工程時間は劇的に短縮されました。.
非生産的な副次的な時間も継続的に削減されました。しかし、この傾向はこれまで、切削プロセスの生産性向上に追いついておらず、プロセス全体の生産性に悪影響を及ぼしています。 特に、非常に多くの異なる工具を使用し、加工時間が短い加工(穴あけやねじ切りなど)では、工具やパレットの交換など、非生産的な間接時間が生産性に大きな悪影響を及ぼしています。.
これが、ELHAがこれまでのコンセプトをすべて見直すきっかけとなった決定的な理由のひとつでした。この取り組みの結果、画期的な加工コンセプトが開発され、市場に投入されて大成功を収め、量産部品の切削加工に持続的な革命をもたらしました。
 YouTubeへのデータ送信に同意し、ビデオを再生する - プライバシーポリシー
YouTubeへのデータ送信に同意し、ビデオを再生する - プライバシーポリシー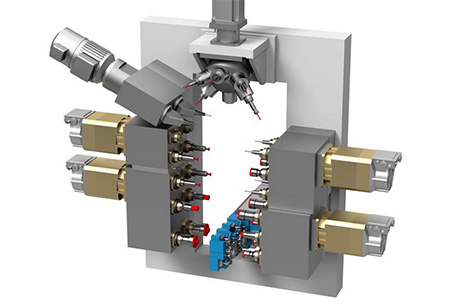 YouTubeへのデータ送信に同意し、ビデオを再生する - プライバシーポリシー
YouTubeへのデータ送信に同意し、ビデオを再生する - プライバシーポリシー従来の加工
加工センターで
- 工具スピンドルは、プロセスに応じて工具を交換します。
- 工具スピンドルがワークピースから/ワークピースへ移動
理想的なコンセプト:
- 少量および中量の生産
- 多種多様なワークピースとクランプ
パラダイムシフト
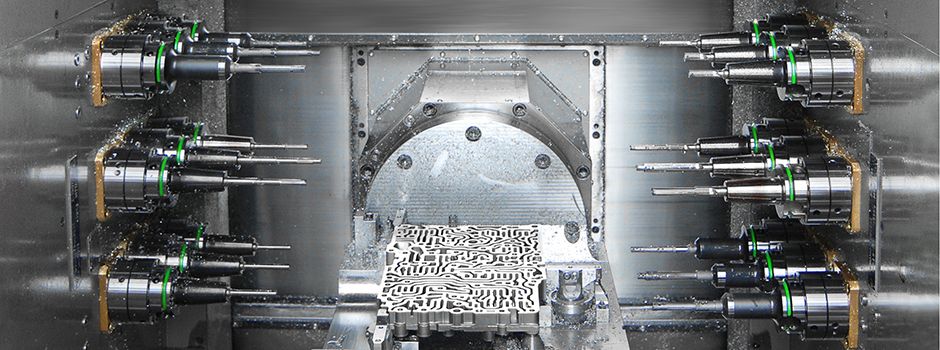
FM製造モジュール付き
- 必要な工具はすべて作業室内の決められた位置に配置されています。
- 各工具は、対応するマルチスピンドルヘッドまたはレボルバーに最適化されたクランプおよび駆動システムを備えています。
- 装置とワークピースを備えた作業テーブルが工具から工具へと移動するため、切りくずから切りくずまでの時間が最短になります。
- プロセス中の工具交換なし、工具交換による不正確さなし
- 単一/複数テンション、あるいは単一/複数スピンドル加工が可能(用途に応じて)
理想的なコンセプト:
- 年間約10万個以上の同一/類似部品の大量生産
- 中小サイズのワークピース
- 限られた種類のワークピースタイプ
- 適度な数の異なる工具とクランプ位置
- 軽金属、(高)炭素鋼、鋳造および鍛造合金に最適