

本页已自动翻译。

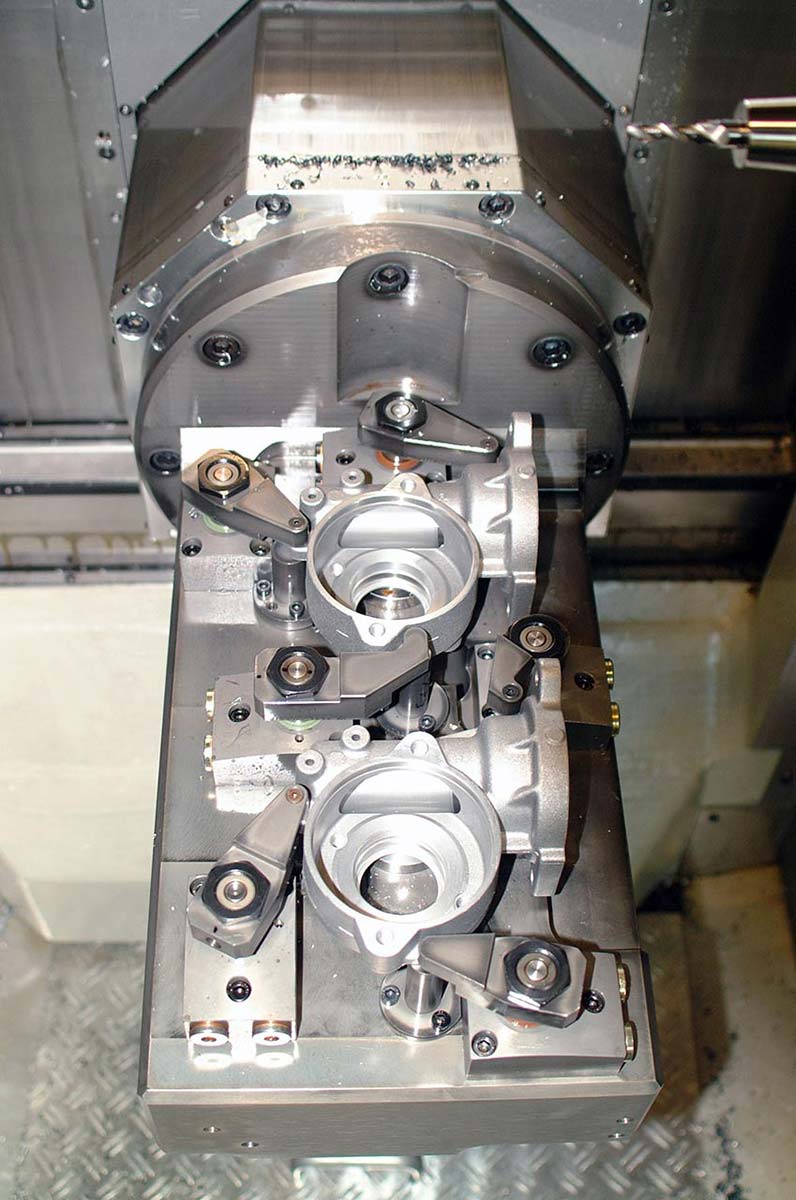
涡轮增压器环的 6 轴加工
调频 3+X
夹紧装置采用双排布置,每排有 3 个部件,并配有机械测针装置,用于检查孔径。
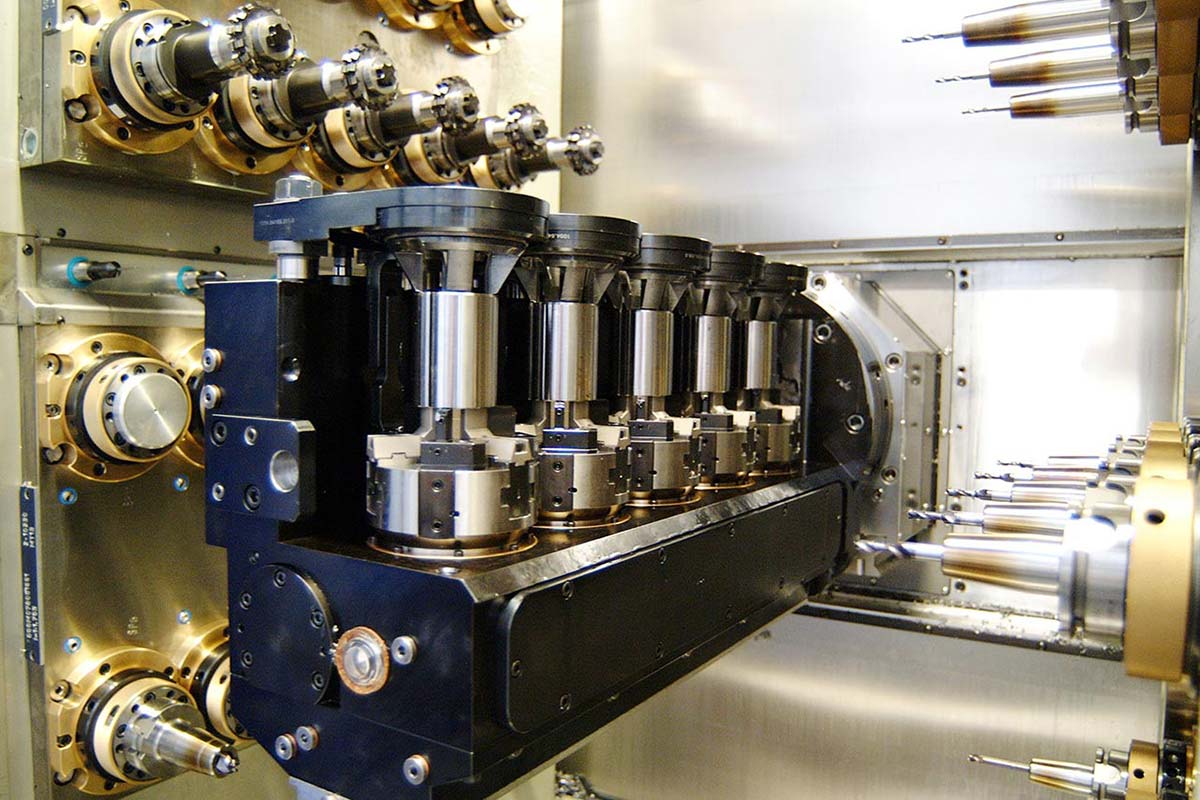
5 个主轴加工供油套筒
调频 3+X
每个工件配置额外的数控旋转轴(第 5 轴)。可高产生产两个不同的工件。

轴承座的双主轴加工
调频 4+X 高清
由用于汽车发动机的 GG 材料制成,配备 10 倍速铣削单元。
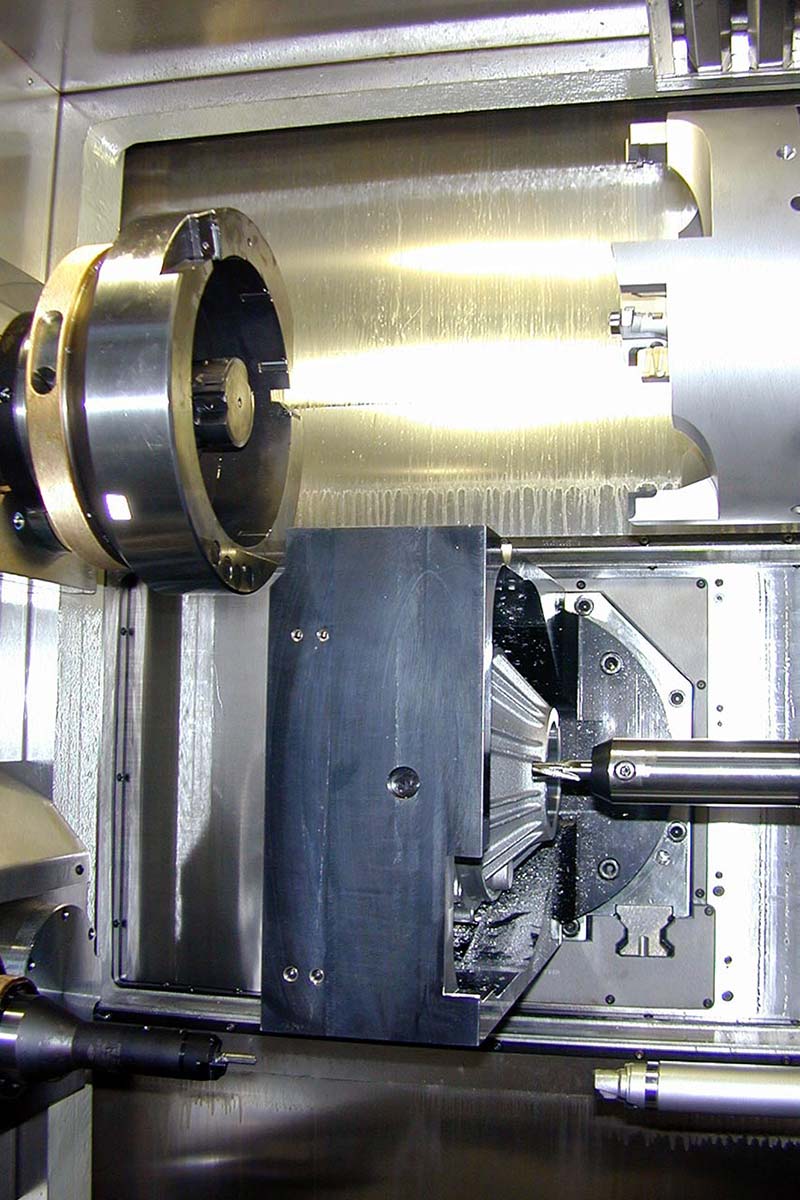
使用 PCD 钟形刀具替代额外的车削操作
调频 3+X
优化工艺设计:使用重型 HSK 100 主轴和动态 HSK 63 主轴。

加工成对的铝制汽车叉骨
调频 3+X
只需一次装夹操作,即可生产左手和右手型号。工件主轴的角度布置可实现无第五轴的空间角度加工。
用于加工蜗杆壳体的双层夹紧装置
调频 3+X
主轴的特殊布置可避免反向误差,从而实现两个主孔的高精度加工。