


Lavorazione a 6 mandrini di anelli per turbocompressori
FM 3+X
Dispositivo di serraggio con disposizione a 2 file di 3 pezzi ciascuna e unità meccanica a stilo per il controllo dei fori.
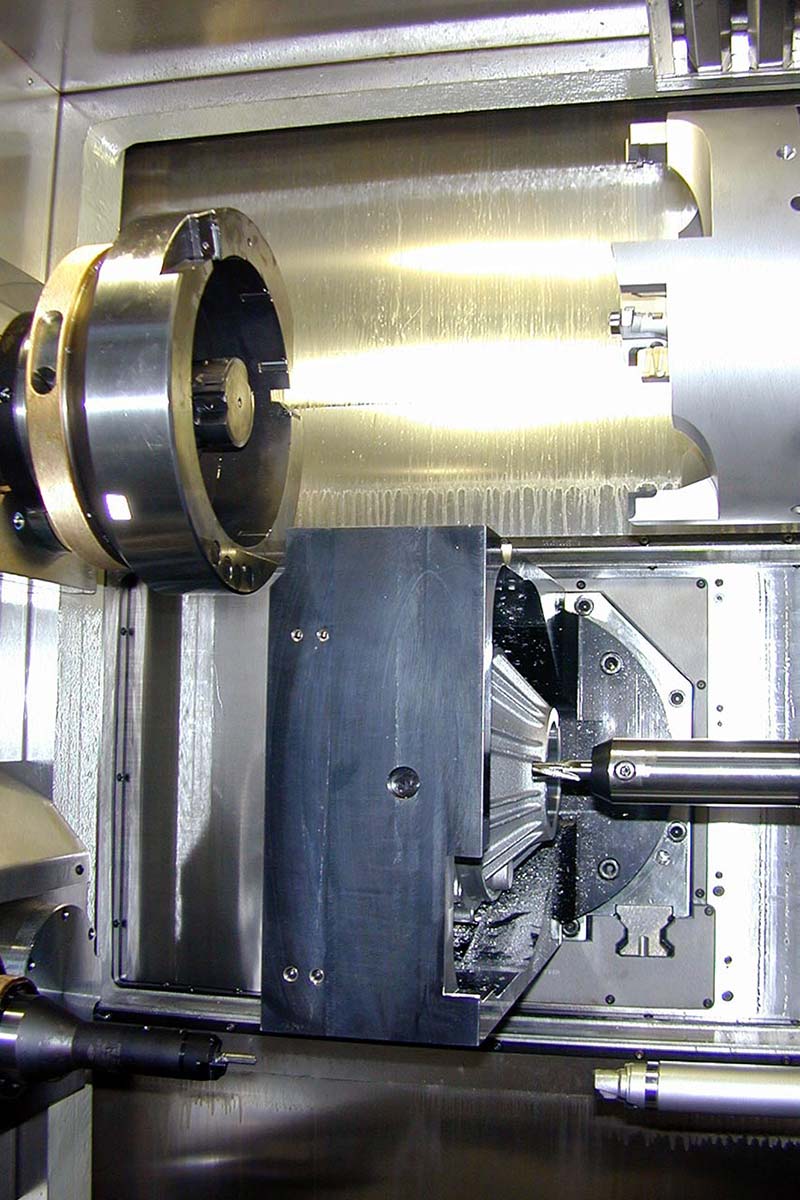
Lavorazione a 5 mandrini di manicotti per l'alimentazione dell'olio
FM 3+X
Configurazione con asse rotativo NC aggiuntivo (5° asse) per ogni pezzo. Consente la produzione altamente produttiva di due pezzi diversi.

Lavorazione a 2 mandrini di alloggiamenti per cuscinetti
FM 4+X hd
Fabbricato in GG per motori di autovetture con unità di fresatura a 10 denti.
Utilizzo di utensili a campana in PCD in sostituzione di operazioni di tornitura aggiuntive
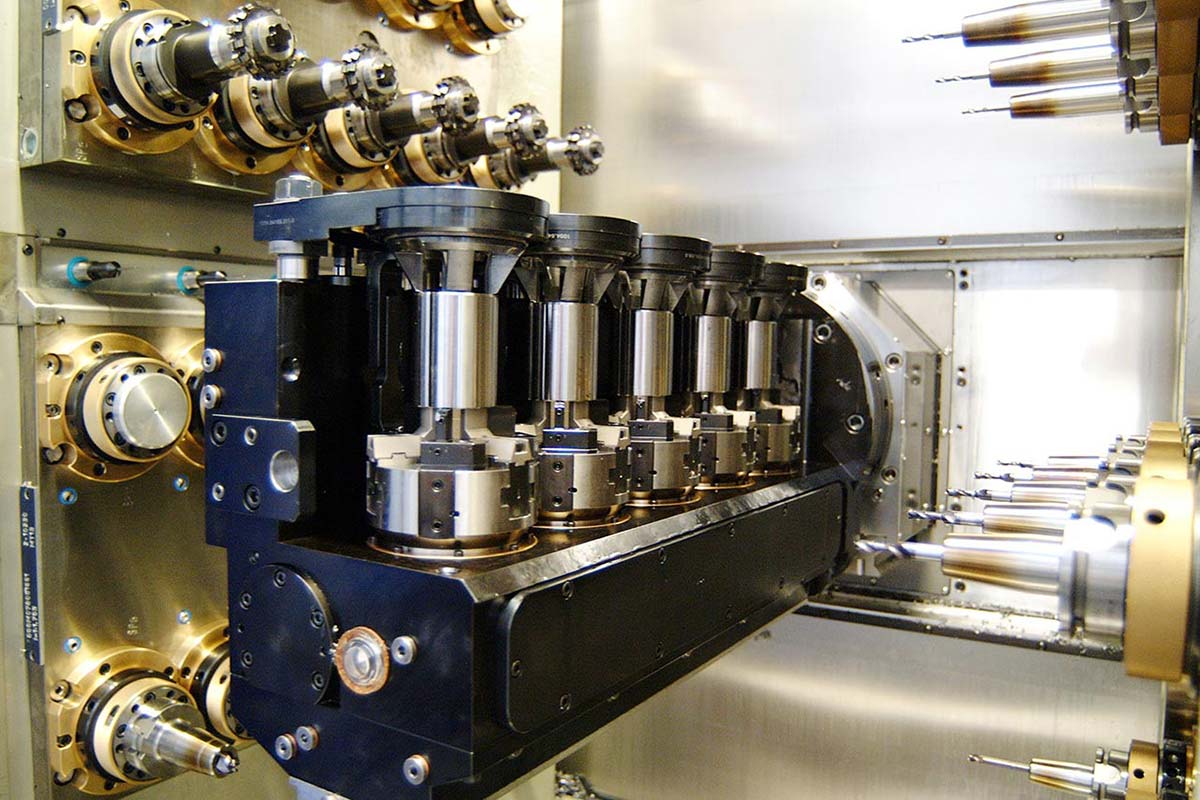
FM 3+X
Progettazione ottimizzata del processo: utilizzo di mandrini HSK 100 pesanti in combinazione con mandrini HSK 63 dinamici.

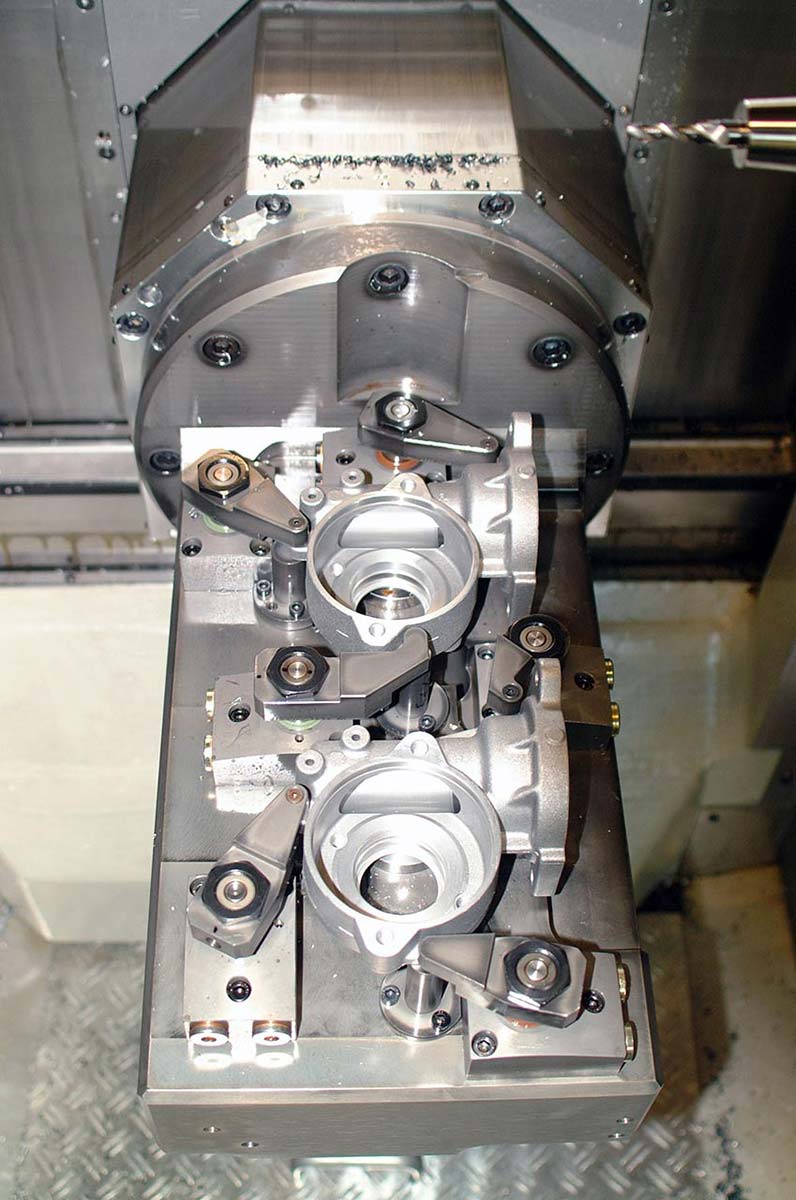
Lavorazione a coppie di quadrilateri in alluminio per autovetture
FM 3+X
Produzione delle versioni destra e sinistra in un'unica operazione di serraggio. La disposizione angolare dei mandrini di lavoro consente la lavorazione di operazioni ad angolo spaziale senza un quinto asse.
Dispositivo di serraggio a 2 pieghe per la lavorazione di sedi di viti senza fine
FM 3+X
La particolare disposizione dei mandrini consente una lavorazione di alta precisione dei due fori principali, evitando errori di inversione.