Dieses Bearbeitungszentrum wurde für die Komplettbearbeitung von Flachbettlaser-Bauteilen der Firma TRUMPF konzipiert. Die Maschinenbaugruppen sind für eine dynamische, hochgenaue und flexible Bearbeitung von großen Bauteilen optimiert. Der einteilige Unterbau und Maschinenständer in Verbundwerkstoff-Konstruktion ist eigensteif, optimal schwingungsdämpfend und thermisch stabil.
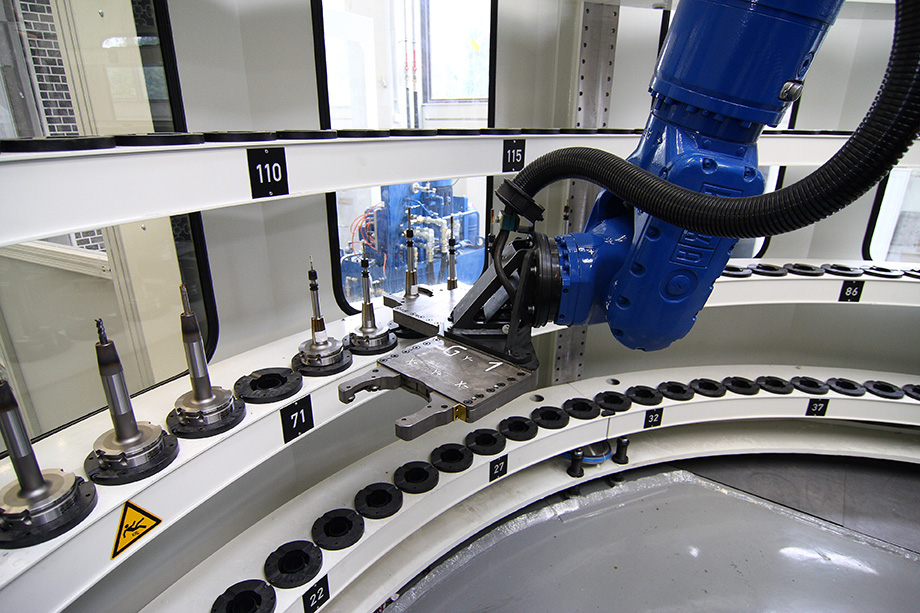
Die Arbeitseinheit mit einem neu entwickelten Gabel-Fräskopf und leistungsfähiger Motorspindel eignet sich sowohl für Aluminium- als auch für Stahlzerspanung. Der Werkzeugwechselvorgang erfolgt mit einem Roboter (ausgerüstet mit Doppelgreifer). Bis zu 339 Werkzeugplätze stehen dabei in der Werkzeugarena zur Verfügung. Der verfahrbare CNC-Rundtisch ist mit Nullpunkt-Spannsystemen zur Aufnahme von Aufspannpaletten ausgerüstet. Ein automatischer Palettenwechsler ist für eine mannlose Fertigung ausgelegt und kann bis zu 4(5) Paletten mit Rohteilen im System speichern.
Anlagebeschreibung Datenübermittlung an YouTube zustimmen und Video abspielen - Datenschutzerklärung
Datenübermittlung an YouTube zustimmen und Video abspielen - Datenschutzerklärung| Technische Daten | ||
|---|---|---|
| Verfahrwege | X-Achse | 2.800 mm |
| Y-Achse | 1.250 mm | |
| Z-Achse | 2.800 mm | |
| Vorschübe | Max. Geschwindigkeit | 60 m/min |
| Max. Beschleunigung | 5 m/sec² | |
| Max. Vorschubkraft | 10.000 N | |
| Schwenkkopf | Max. Leistung S1 | 55 kW |
| Max. Drehmoment S1 | 210 Nm | |
| Max. Drehzahl | 15.000 U/min | |
| Schwenkbereich | 0° bis 90° | |
| Rundtisch | Größe der Tischplatte | 1.000 x 1.000 mm |
| Max. Palettengröße | 1.000 x 1.600 mm | |
| Max. Schwenkdurchmesser | 3.000 mm | |
| Max. Tischbelastung | 10.000 kg | |
| Positioniergenauigkeit | ±1″ | |
| Werkzeugmagazin | Werkzeugplätze | 339 |
| Werkzeugaufnahme | HSK-A 100 | |
| Werkzeugwechselzeit | 7,0 sec | |
| Dimensionen | Aufstellbedarf | 17,4 x 9,1 x 5,9 m |
| Gesamtgewicht | 65.000 kg | |